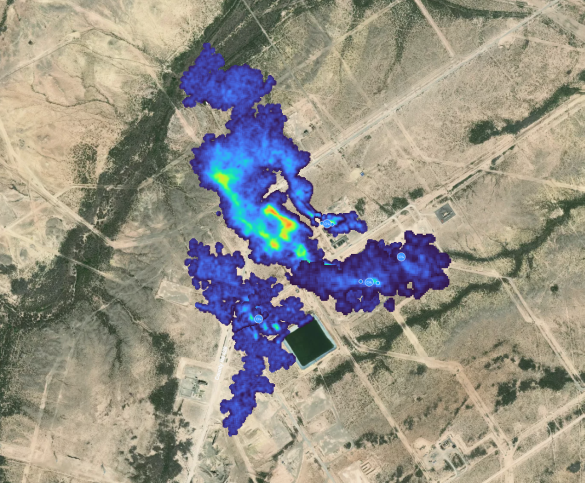
The U.S. Environmental Protection Agency (EPA) announced a proposed rule on January 26 to enforce a “Waste Emissions Charge for Petroleum and Natural Gas Systems”— also known as the “Methane Fee”.

SIGIT rebrands company after 20 years
Who is CANUSA EPC? Why SIGIT’s leadership decided it was time to change the branding of this 20+ year engineering company.